Case Study: Resolving Excessive Vibration to Achieve API 619 Vibration Compliance at a Gas Pumping Station
Overview: Vibration Control to Ensure API 619 Vibration Compliance
Last updated: June 28, 2026
Roots Systems contacted us with a pressing issue: the station failed to meet the permitted vibration limits set forth in API 619. In this case study, we walk through our investigation, testing, analysis and validation process leading to a proven solution.
Initial Site Observations: Vibration Levels Above API Standard 619 Limits
On arrival at the assembled pumping station units in Wales, wooden blocks had been placed under the pump–motor frame. While this reduced vibration somewhat, the issue persisted and worsened with differential pressure increments. Our primary goal was to identify the structural element causing the undesired vibration and resolve it to bring the station significantly into API 619 vibration compliance. See how this aligns with Step 1 — Investigate and the supporting discipline of Structural Dynamics.

Identifying the Source of Vibration: API 619 Non-Compliance Root Cause
We took precise measurements at the operational speed, identifying the blower’s pulsation frequency at 47.2 Hz. The blocks were insufficient to meet permitted levels. Through detailed vibration analysis and modal testing, we ruled out critical speeds and traced the issue to the natural frequency of the frame, near the blower pulsation — a resonance condition. This corresponds to Step 3 — Analyse.
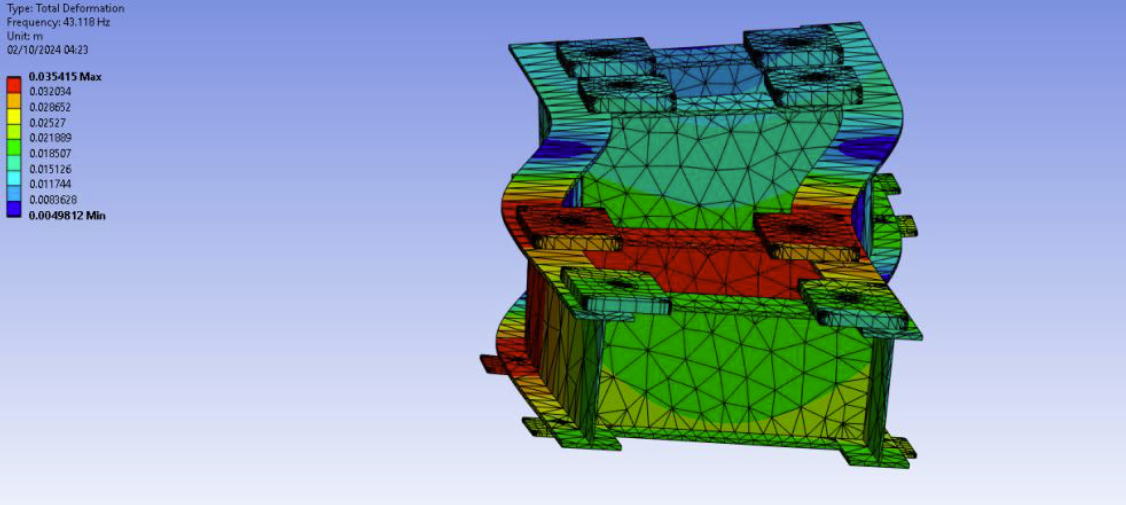
FEA Vibration Analysis: Achieving Vibration Compliance Through Simulation
To validate the hypothesis, we used Ansys to perform Finite Element Analysis (FEA) on the pump, motor, and frame assembly. FEA confirmed a frame mode near 47.2 Hz. Results were refined via Model Updating — part of Analyse and informing Design.
Solution: Frame Stiffening to Achieve API 619 Vibration Standards
Given schedule pressure, we recommended frame stiffening to shift the natural frequency away from excitation. This design intervention is core to Step 4 — Design and leverages Mechanical Design with Vibration Control principles.
Validation of Results: API 619 Vibration Compliance Achieved
After reinforcing the frame, we conducted Experimental Modal Testing and on-site verification. The natural frequency shifted away from 47.2 Hz and vibration levels fell within API 619 limits. This final check corresponds to Step 5 — Support and draws on Vibration Testing.
Model Updating: Final Confirmation of Vibration Improvements
Post-stiffening Model Updating aligned the analytical model to the modified structure, providing traceable evidence from test → analysis → design — exactly as captured in our Our Process.
Conclusion: Successful Resolution and API 619 Compliance
Addressing the frame resonance reduced vibration to within permitted API 619 limits. The combination of Vibration Analysis, FEA, Modal Testing, and Model Updating delivered a proven outcome. Explore more outcomes in our Case Studies.
Key Technical Details:
- Blower pulsation frequency: 47.2 Hz
- Differential pressure causing extreme vibration: 0.2 bar (operational pressure: 2 bar)
- FEA Software used: Ansys
- Frame mode shape: near 47.2 Hz, causing resonance
- API 619 compliance target: acceptable vibration levels at main bearings
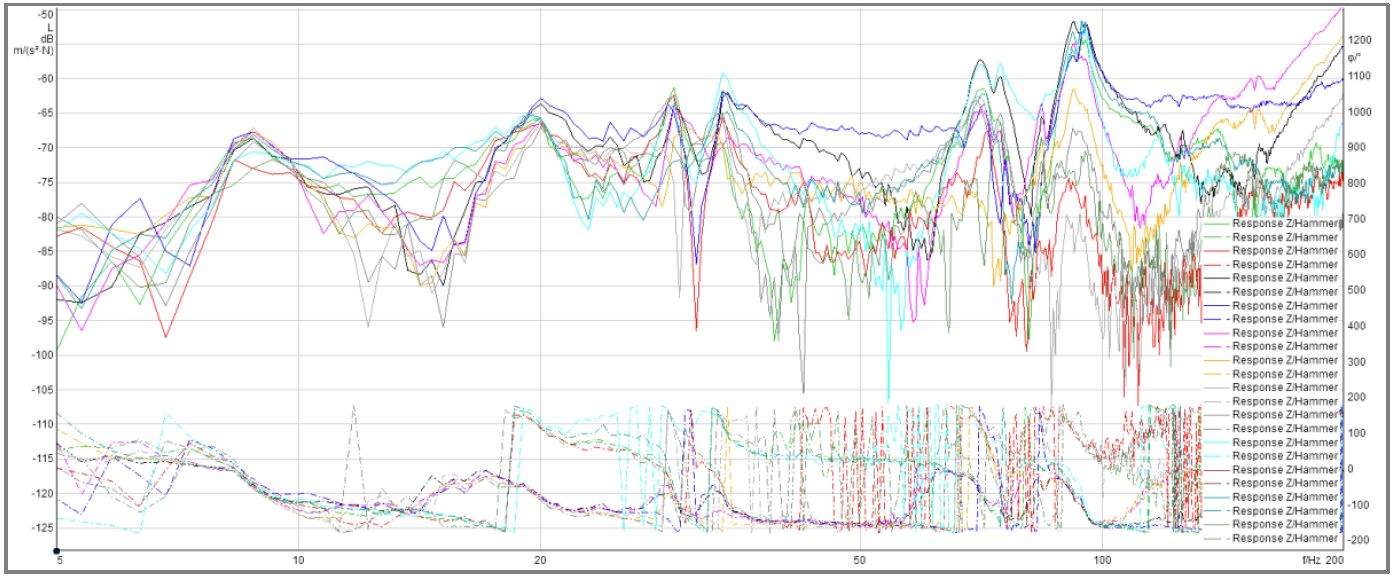
Experimental Modal Analysis Results
Post-modification FRFs showed no resonances near 47.2 Hz — aligning with Support / Validate.
Why Vibration Control is Critical for API 619 Vibration Compliance
API 619 sets thresholds to protect gas compressors from wear. By adhering to these limits, assets run efficiently and safely. Learn more about design interventions in Vibration Control.